
分享:斜顶设计技术
专栏:行业资讯
发布日期:2022-03-31
阅读量:10923
收藏:
模具斜顶、滑块(行位)、止位锁的技术探讨
模具通常都是选择直顶的方式脱模,斜顶、内抽通常是产品的内形有扣位、凸台、或者凹陷的形面时采用的方法;外抽通常是产品的外侧面有需要抽芯的时候采用的一种方法,比如:外表面有凸、凹的形面,或者孔位,外抽的距离比较短时,通常采用斜导柱的方式,外抽的距离比较长时,通常采用液压或者机械的方式进行抽芯;作为模具部件通俗讲斜顶、滑块、行位、止位锁我们下面简称为斜顶。
斜顶在模具中的作用:
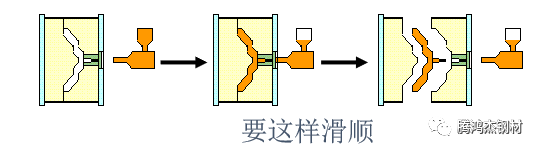
在模具结构里,斜顶是一种常见的产品脱模方式,它是为了解决产品倒勾(undercut)而发展的模具机构,其基本原理是将模具开闭顶出垂直运动,转向成水平运动;斜顶的动作驱动力来自于顶针板的动作,因此斜顶的脱模行程与顶针有关系。
1、产品内、外侧有与开模方向不同的面带有内侧孔、内侧凹穴及内部凸台等结构的塑料件成型时,凹穴、凸台的成型阻碍塑胶件从模内顶出,必须在顶出前将凹穴或凸台的成型零件先行退出,这种情况就采用斜顶抽芯分型机构解决脱模。
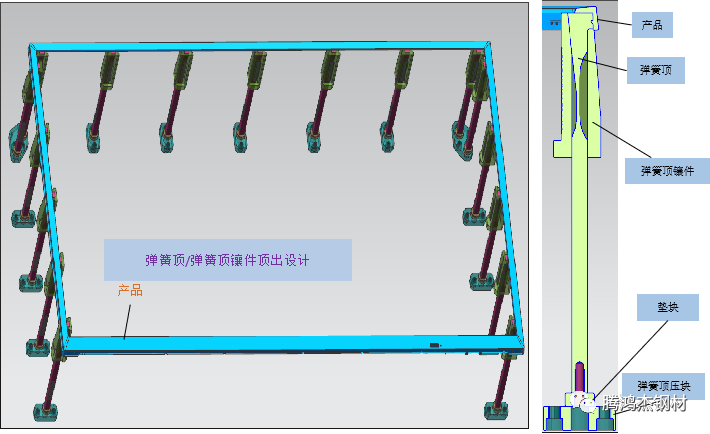
2、斜顶抽芯机构在抽芯分型的同时还可以推出制品

斜顶结构设计注意事项:
1、斜顶的角度一般不得超过15°;
2、斜顶结构必须要求有足够的强度、材料耐磨、尺寸稳定性好,一般要做淬火、氮化或表面做PVD涂层处理;预硬钢可减少热处理风险和时间
3、斜顶脱倒扣行程要足够;
4、尽量采用分体结构,降低成本;
5、斜顶不得同顶针等其它零件干涉;
6、斜顶不能铲胶;
7、斜顶设计时在下模板要有拆装孔;
8、斜顶设计时必须注意产品扣位处
防粘模功能或结构;
9、斜顶杆结构尽量设计足够粗;
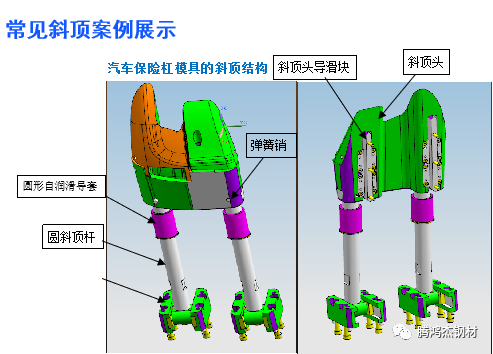
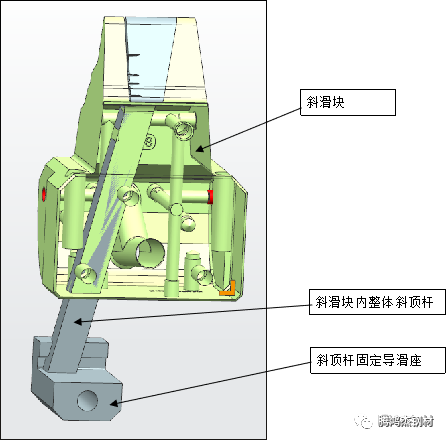
某些产品模具斜顶内抽倒扣行程大,导致斜顶角度必须很大,这种情况就要采用双杆斜顶结构,防止斜顶弯曲变形。
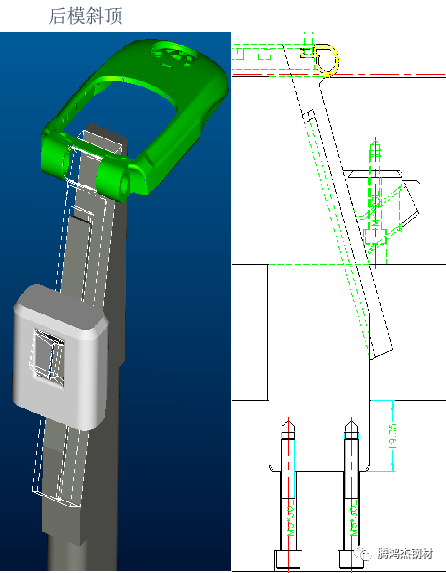
前模斜顶

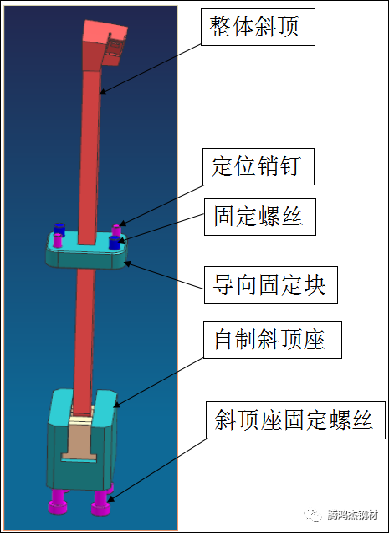
斜顶结构可行可靠方案定论,面壳模具斜顶顶材料和结构方案1,结构方面
斜顶和斜顶杆采用整体结构,材料使用方面
使用Toolox44+氮化处理60-63HRC
Toolox44是瑞典SSAB钢铁集团的预硬化工具钢,预硬到45-48HRC无需热处理,具有非常高的韧性和强度,瑞典皇家工学院堪称高硬度与韧性的完美结合,而且几乎不变形,具有非常高的尺寸稳定性,抗高温性能优秀,能提供良好的抗热导裂性,抗开裂性,抗热磨损性和抗塑性变形能力,其特点:各方向有极佳的韧性和廷展性;高温强度高;相对于传统H13类材料三倍以上的韧性,由于具有48HRC的基体硬度,组织纯净均匀,容易切削,适合高光或蚀刻晒纹,可根据摩擦要求决定是否氮化。
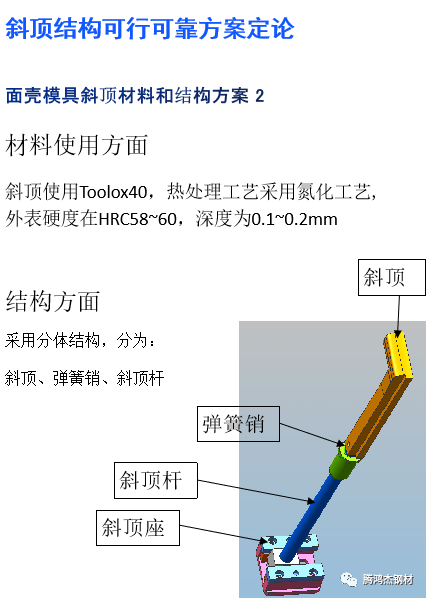
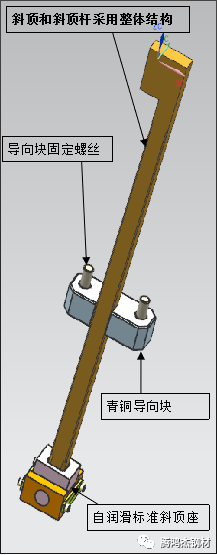
面壳模具斜顶顶材料和结构方案3结构方面
斜顶和斜顶杆采用整体结构
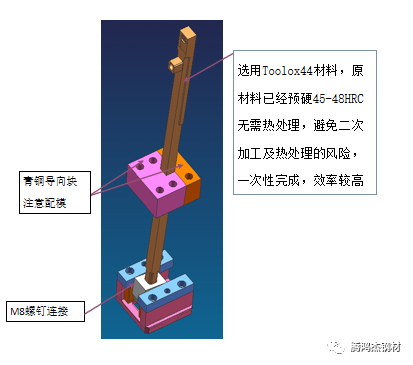
瑞典Toolox44已经预硬到45-48HRC,具有比H13 高3倍以上的韧性,强度高,纯净度高,易切削,同时具备高光要求,特点是尺寸稳定性高几乎不变形,是目前世界上尺寸稳定性最好的钢材,可解决变形导致的烧伤、卡死、断裂风险,避免热处理后的不稳定性和节省时间,符合与斜顶的工作硬度在47--49HRC之间要求。
方案确定
经过方案对比和技术讨论,确定LCD斜顶新结构如下:
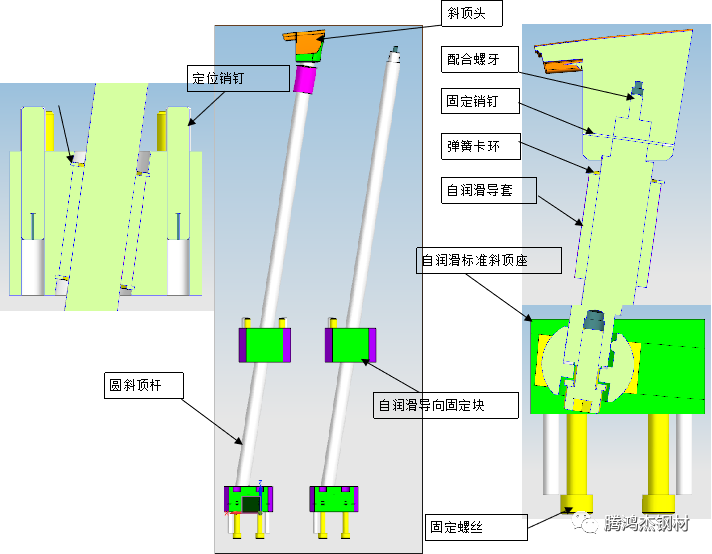
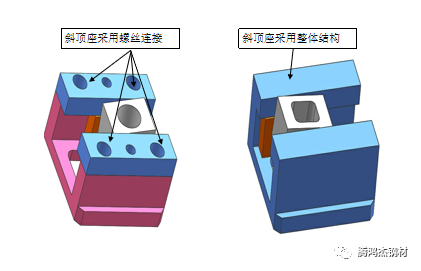
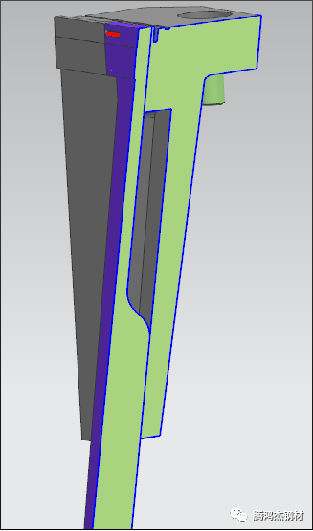
面壳斜顶座改良,斜顶座为分体结构时,用螺丝连接,斜顶多次运动,容易出现斜顶座螺丝松动,出现偏位。为此,对斜顶座结构进行改进,由分体结构改为整体结构,见下图:
斜顶机构相关设计、加工数据的检测
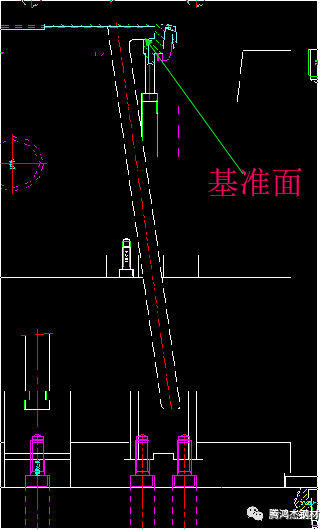
1、根据设计图纸的标示找出斜顶、模芯的基准面、胶位面、封胶面,为检测、研配加工准备。
2、清洗斜顶机构各零件,核对斜顶、模芯、模板、滑座2D图和3D图的符合性;用合格量具仔细检测工件的关键配合位实际加工尺寸数据与图纸值是否符合设计要求,明确各零件的加工余量。
3、对照设计图纸认真分析斜顶行程、种类、强度是否合理?理解斜顶机构的动作、配合要求以及确定研配工艺等。

1、工程部转2D图并制定斜顶加工工艺
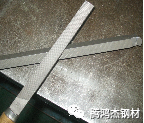
2、斜顶的选材
经采用多种材料多次实验,原斜顶使用H13料,每次采购物料,必须经光谱仪检测成份,合格才可以选用,该模具钢具有高的淬透性和抗热裂能力,该钢含有较高含量的碳和钒,耐磨性好,但韧性相对有所减弱,需要经过热处理淬火和二次加工,斜顶细小、长,容易变形,加工工艺要求高,残留应力对模具生产带来一定的不稳定性,容易发生烧、断风险;瑞典SSAB生产的Toolox 拓达钢预硬无需热处理,硬度最高45-48HRC,而且具有比H13高3倍的韧性,几乎不变形等优点,可完全取代,并提高效率、减少模具维修,是斜顶滑块以及模仁要求高尺寸稳定性的优秀材料。

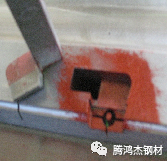
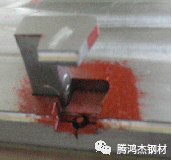
1、首先在实体斜顶上标示出加工基准面(严禁再次打磨、加工此面),然后再把斜顶本体配合面、模芯斜顶槽用合金锉刀、风动打磨机、油石或磨床等工具除去火花纹、线割纹和刀纹等余量。非封胶边用锉刀适当倒R角。一般斜顶本体配模芯斜顶槽时,配合间隙不能大于单边0.02~0.03mm,能用手推斜顶作相对运动顺畅为佳。
2、研配斜顶头部封胶面时,有余量就上磨床校平来磨。在研配时要注意,斜顶活动的松紧要适中,不能太松也不能太紧,大约为单0.01-0.02mm间隙最好;用锉刀锉斜顶和型芯封胶面时不能锉反口,以免出现批锋;要用木锤或胶锤对工件进行轻轻敲打,不能用力太大,否则研配出来的工件容易变形、弯曲、失真,影响模具质量
3、检查斜顶是否配合到位,主要检验方法是看斜顶头部的侧面封胶位和底部封胶面是否到红丹?红丹要擦很薄,不能太多
4、斜顶配好型芯(型腔)后,再把型芯(型腔)装进B板(A板),研配B板(A板)背面的斜顶导向块,如有误差对不上的,调整、研配导向块直至顺滑,再把导向块锁紧在B板(A板)上,斜顶能够轻松、顺畅地通过型芯、B板(A板)、导向块为好。

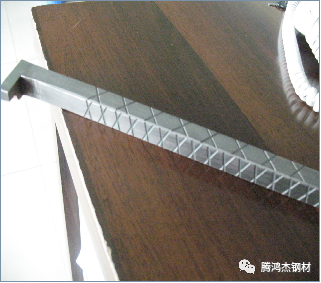
1、在装配模具之前,斜顶本体一定要开好油槽(圆杆除外),而且要求油槽是全封闭的,防止在生产中“漏油”过快,以确保模具在运行中不会被“烧死”。油槽加工好后,要用锉刀去除毛剌。
2、模具在经过试模,确认产品OK后,应对斜顶相关滑动件进行加硬处理或进行表面氮化处理,增强斜顶硬度,减少斜顶在生产过程中与斜顶槽产生摩擦而损耗过快,影响模具使用寿命。




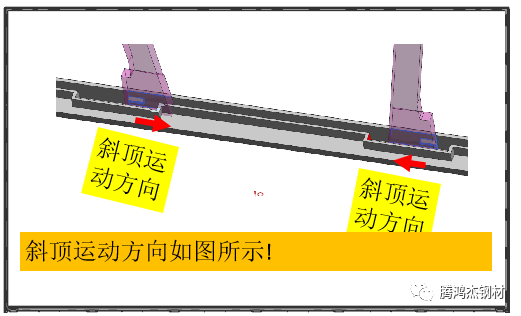
以下产品为电视机中框,产品尺寸规格1229.20mmX707.30mmX14.02mm,材料用PC/ABS+10%GF、产品长度公差±0.3mm,要求蒸汽高光倒装模、适用1300T注塑机、模具寿命≧30万。
产品重点装配要求
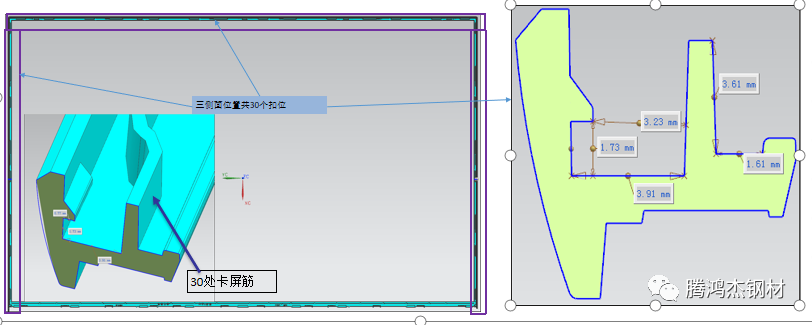
1.产品卡扣要求:如卡扣尺寸不到位,会导致产品装配过紧或过松;
2、设计要求卡扣结构工艺尺寸按客户给出的公差值做到位;制造中的零件要严格按设计值进行加工,零件加工完成后需进行重点尺寸严格检测,如不符合检测要求需重新加工到位,保证尺寸合格!
3、结构工艺分析:模具结构为蒸汽高光倒装模,17个点针阀热流道系统,型腔为Toolox44硬料整体1件;型芯4件合拼结构
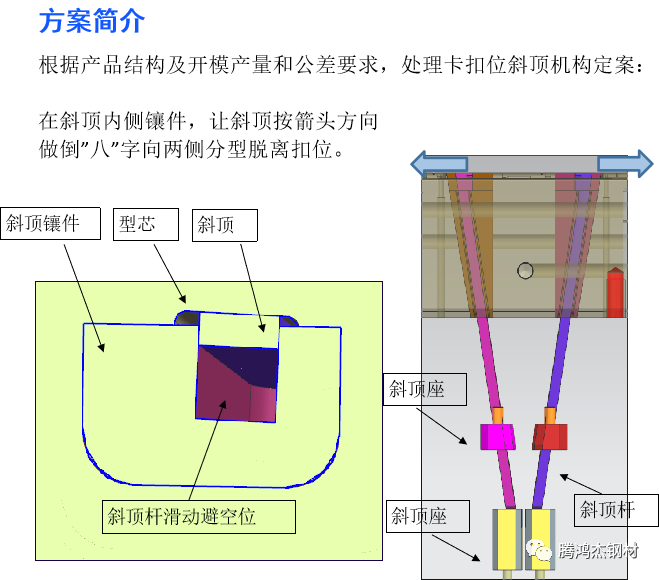
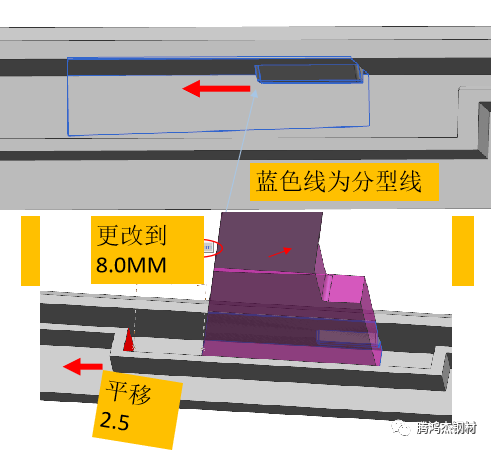

产品周圈卡扣设计时需注意要求优化脱模角度和增加工艺R角,以便后续模具制造时便于加工和防止产品顶出时扣位断裂;模具型芯斜顶选用TOOLOX44硬度HRC45-48;
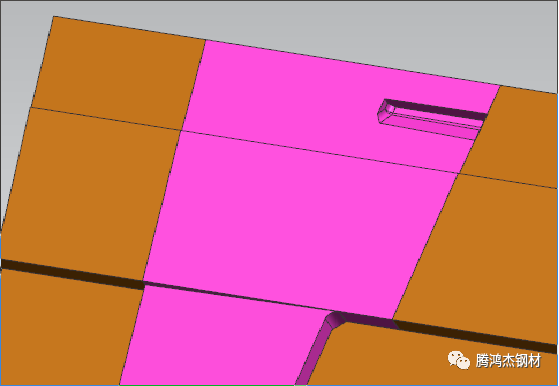
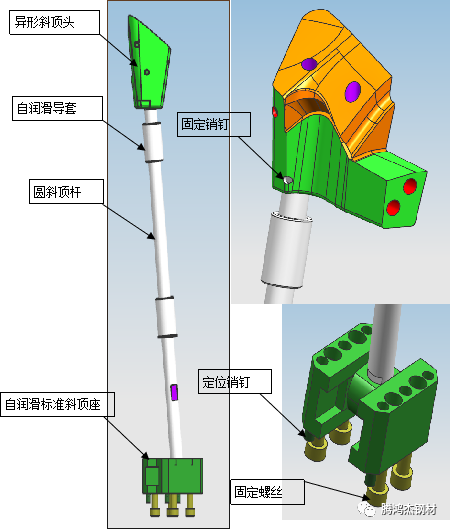
斜顶镶件固定螺丝,斜顶杆滑动避空位


0757-22386444
腾鸿杰钢材前海股权交易代码:665254
传真:0757-22386448
网站:www.thjtoolox.com
邮箱:thj@tenghongjie.com


官微订阅号
官微服务号